Fossil-fuel and nuclear power plants all critically rely upon an adequate supply of processing and cooling water to safely and effectively operate within their facilities. Periodic water intake sediment removal requires careful coordination with diving service contractors, such as Underwater Construction Corporation (UCC) and specialty slurry processing contractors, such as Underwater Mineral Processing Services (UMPS), for integrated on-site sediment dredging/dewatering/water treatment operations. When dredging contaminated sediments, the value of partnering with an expert team like UCC and UMPS cannot be understated.

The Challenge: Dredging Contaminated Sediments
A confidential nuclear power plant experienced decreased cooling water flow within the intake channel and screen structure. This event triggered the power plant’s priority response plan to secure an integrated turnkey solution for the removal, dewatering, and off-site disposal of contaminated sediment.
The Solution: A Tailored Approach to Contaminated Sediment Removal
The approach requires nuclear-certified surface-supplied divers operating a three-inch diameter suction vacuum hose, each at approximately 450 gallons/minute (GPM). The vacuum-dredged slurry is conveyed to the UMPS turnkey system, providing on-site processing for sediment dewatering and excess dredge water treatment. The contaminated slurry received from diver dredging at 900 GPM contained an average of 10,000 mg/l total suspended solids.
UMPS performed on-site flocculation/sedimentation jar tests on sediment slurry samples thereby screening a variety of different polymers for the best performing chemical flocculation program.


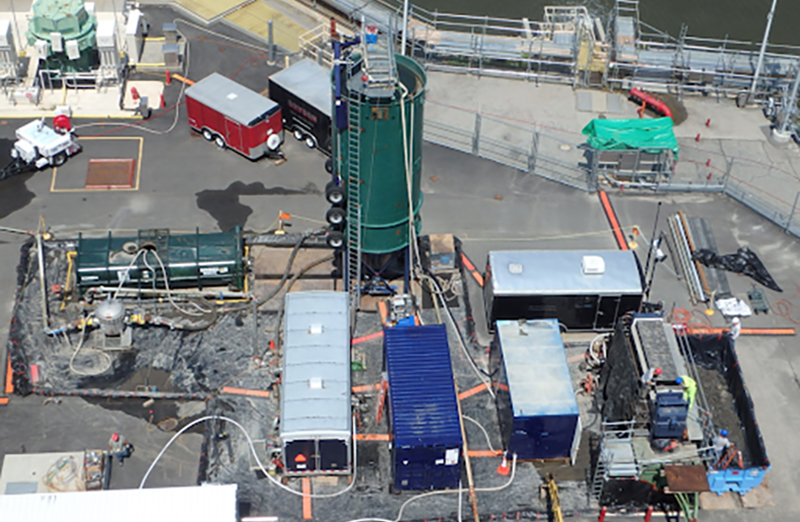
The UMPS SmartFeed® slurry processing unit continuously measured the flow and solids content of the diver-delivered dredged slurry, adjusting the polymer feed addition every seven seconds in response to variations in flowrates and percent slurry solids content, chemically conditioning the slurry. The photo below shows the location of the UMPS SmartFeed®, High-rate Clarifier/Paste Thickener, Plate & Frame Filter Press and Cake Box.

The conditioned slurry underwent water/solids separations using a transportable High-rate Clarifier/Paste Thickener. The effluent, containing < 3 ppm TSS, was pumped to a flash mix tank and ion-exchange zeolite resin bed to remove contaminated sediment. Integrated float-level operated high-pressure pumps that controlled the intermediate tank level to 10-micron filter cartridges discharged zero total suspended solids with ≤ 10 Bq/Kg detectable impurities.
The UMPS High-Rate Clarifier/Paste Thickener underflow solids averaged 32% dry solids. The slurry was pumped to a fifty cubic foot recessed chamber filter press, dewatering the cake to an average of 62% dry solids.
Additional Considerations
Due to constraints on the available laydown area at the power plant, the UMPS turn-key diver vacuum dredge sediment slurry dewatering and water treatment operations were confined to a footprint measuring approximately 50 feet x 75 feet as shown in the photo below.



To reduce the contaminated content of the dewatered filter cake and dramatically reduce the cost of off-site disposal, UMPS developed washing of the initially dewatered filter cake within the filter press using an acidic water solution. The lowered pH of the cake wash solution dramatically increased the substance’s solubility. Following this washing step, the contaminant detection in cake wash was ≤ 10 Bq/Kg. The photo below shows the “washed” filter press cake exhibiting a 72% dry solids moisture content.
The High-rate Clarifier/Paste Thickener treated overflow and the filter cake wash water were passed through multiple filtration stages, including fine particulate and ion-exchange filtration, to remove impurities before final discharge. Treated effluent collected in a QA/QC tank for customer on-site radiological department verification before being released from the process under the power plant’s NRC license. The spent ion-exchange resin bed was manifested for regulated disposal.
The Outcome: Uninterrupted Plant Operations
UMPS turnkey sediment/water turnkey processing system permitted the diver slurry pumping operations to operate continuously.
The previous contractor’s earlier processing efforts using a batch process operation only allowed diving dredging to be performed for one hour each day.
The UMPS SmartFeed® process had analytical protocols with real-time graphical displays integrated into its operation. UMPS’ provision of daily, real-time data results with the power plant’s radiological department gained their confidence that UMPS’ treatment goals were safely removing years of sediment buildup around the plant’s water intakes and restoring full flow capacity.
Leverage the Combined Expertise of UCC and UMPS for Dredging Contaminated Sediments
UMPS provides complete turnkey project design, underwater imaging, regulatory permitting support, hydraulic dredging, commercial diving, sediment processing, and water treatment. For additional details on UMPS’ dredge slurry processing services, visit the UCC/UMPS blog, SEDIMENT / SLUDGE DREDGING & DEWATERING SERVICES
If you have a potential dewatering project or have a need for the dredging of contaminated sediments, we want to hear from you. Our team can assess your specific requirements and recommend the most effective approach to help ensure you meet your goals. To get started, spec your project or contact us. We will be in touch shortly. You can also contact Jim Meager directly at 207-741-2955 or [email protected] for any of your dredging, sediment and sludge processing needs.